
电话:15853605862
邮箱:1217298729@qq.com
网址:www.yimingjixie.com
地址:潍坊市潍城区军埠口综合项目区工业三路与长清街交叉口西北角20米路西
很多人都觉得成都冷弯加工设备冷弯设备的使用寿命短是厂商的问题,其实也不全是我们的问题。还有一个主要的原因就是因为很多用户不懂的怎么保养冷弯设备,下面就教一下大家怎么给冷弯加工设备供货商冷弯设备做日常保养。齿轮传动箱及内部机件因为经常运转损坏的可能性比较大,出现松动的可能性更大。当这些部位出现噪音后,可先对此进行润滑,然后根据振动情况,检查系统之间的的注油点的吐油量和压力测试,进行适当的调整。滑块与导轨之间的摩擦较为频繁,应做必要的调整较正,检查接头部位的润滑优质及管路等,保证良好的运转。经常对平衡气缸动作状况及其机油润滑系统油路,接头等测试检查。
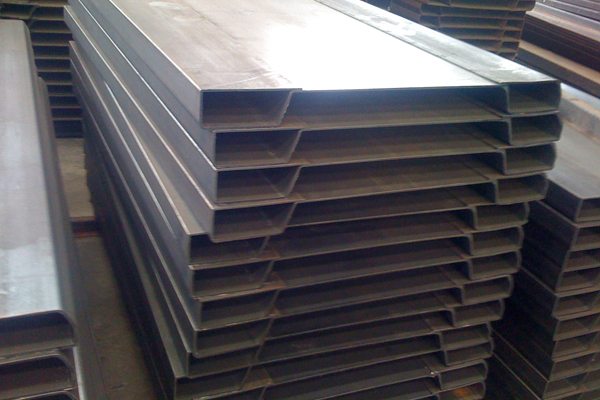
成都冷弯加工设备冷弯设备,其不是冷弯成型设备,从专业视点来讲,并且,这两者是为从属关系,即为冷弯成型设备是冷弯设备中的一种。所以,不能将它们给混淆了,避免影响到产品的正确挑选和运用。冷弯成型机这一设备,其是能够将钢带、镀锌带及五颜六色钢带等这些带料经过多道轧辊进行接连辊压成型。冷弯加工设备供货商冷弯成型机的产品研制,这对产品出产制造厂家来讲,其是一项重要作业,对产品来讲是一重要方面,所以,应注重这项作业并认真对待和进行。并且,这项作业还关系到厂家所出产的产品在商场中的竞争力及厂家的经济效益,因而,做好这项作业是有益无害。

1、成都冷弯加工设备冷弯成型机。各道次均匀受力准则,全线滚轮均匀受力,磨损均衡,延伸轧辊使用寿数。2、冷弯成型机的轧辊采用资料是使用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要使用C12MoV的红硬性,淬火后,两次乃至三次回火才能达到硬度。3、冷弯加工设备供货商轨道圆弧部位是滑轨中心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有用管束维护,否则,资料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不究竟,两点触摸发生噪音,R变大时,合作轨发生晃动,滑轨使用时轨迹含糊,受力不均,滑轨变形,缩短寿数。4、滚压安稳性问题,出产中常常碰到资料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,资料往右边偏摆;右边受力大,资料往左边偏摆。冷弯成型机广泛应用于工业出产中,它由于作业效率高、噪音小,对环境无污染而遭到人们的广泛欢迎。

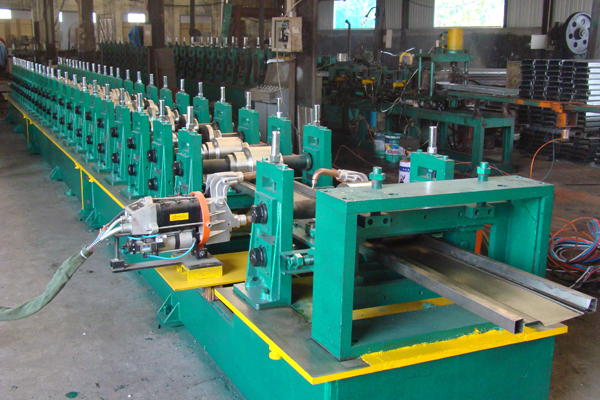
成都冷弯加工设备冷弯机,也称弯拱机,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。冷弯机是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。该机由冷弯机本体、油压装置及其附属的输送辊以及控制装置所构成。此外,根据作业上的需要,尚可在该机的左右两边配置小车和辊道传送装置。控制台为移动式,能自由地移至工作方便的地方,实现远距离操纵,操作全部用按钮。弯曲时可一面注视预绘在型钢上面的型线,一面操纵按钮进行准确地弯曲,由于按钮全部是点动式,手指一离开按钮动作即停止。工作时,将所需冷弯加工设备供货商冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 保证了材质的强度, 提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。

成都冷弯加工设备冷弯成型机(英文名称:Cold Roll Forming Machine)、钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,冷弯加工设备供货商材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。解结的方法是:a:变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间 隙保持一致。c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。6、滚轮加工准确度是关键,为此,专门制作专用工具在投影仪下,放大20倍进行检测。7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,保证主轴不会左右窜动,普通球轴承自身存在间隙,在精确传动中不能避免轴向窜动。

在一些大型的成都冷弯加工设备建筑施工现场我们到处可以看到这款冷弯成型设备,但是还是有消费者对冷弯设备厂家生产的这款产品不是很了解,我们下面来说一下冷弯成型设备操作需要注意哪些事项,这样日后消费者在使用的时候就不会在出现盲目使用的现象。我们在使用机械设备厂生产的这款产品之前首先要对这款冷弯设备进行详细的检查,看一下冷弯设备在使用之前有没有出现零件松动的现象,如果有零件松动的话我们不要大意,要使用工具对松动的螺丝进行修理,确保在使用的时候不要出现什么问题。在使用冷弯加工设备供货商冷弯设备的时候工作人员一定要注意,在工作的时候要以小组的形式进行操作,这样在操作的时候如果出现事故,两个人不至于出项惊慌的现象,可以一切想办法解决,我们在对冷弯设备操作的时候还要注意,一定要站在安全区域以外,这样防止在工作的时候设备会对人造成不必要的伤害,影响我们正常的工作。由于这款冷弯成型设备的外形非常的大,所以我们每次在使用完成以后要对这款设备进行详细的检查,看一下这款产品的在工作的时候,有没有那个配检出现了丢失或者是损坏的现象,如果有我们要尽快进行修理,修理好以后在进行使用,这样可以大大提高我们的工作效率。我们的工作人员在使用冷弯设备的时候一定要注意以上的注意事项,因为这样不仅可以保证我们在使用的时候不会出现什么问题,还可以有效的保障冷弯成型设备的使用寿命。
公司地址 :潍坊市潍城区军埠口综合项目区工业三路与长清街交叉口西北角20米路西
公司邮箱 :1217298729@qq.com
公司电话 :15853605862



