
电话:15853605862
邮箱:1217298729@qq.com
网址:www.yimingjixie.com
地址:潍坊市潍城区军埠口综合项目区工业三路与长清街交叉口西北角20米路西
国外淄博冷弯设备生产线辊弯成型技术工艺己具有100多年历史了,大致分为三个阶段。第一阶段(1838一1909)是探索和试制阶段,这阶段辊弯成型理论和冷弯型钢的研究工作进展缓慢。随着工业运输业的迅速发展,辊弯成型工艺生产的冷弯型钢己经不能满足用户要求。第二阶段(1910一1959)是创立和逐步推广辊式冷弯成型工艺的阶段。第三阶段(1960年到 )是辊弯成型生产迅速发展的阶段。国外冷弯型钢生产的发展动向,归纳起来,有以几方面:1).产量不断增加,自本世纪六十年代以来,国外冷弯型钢的产量迅速增加,这是总趋势,根据各国历年冷弯设备生产线销售冷弯型钢的统计数字看,冷弯型钢的产量与钢材的产量相对稳定在一定的比例,一般为1.5:100至4:100。如前苏联1975年制订的发展规划中规定1990年冷弯型钢产量在钢材产量中所占比例将达到4%,随着冷弯型钢生产工艺的改进,产品规格和品种不断增加,产品质量不断提高,应用范围日益扩大,前苏联1979年正对原发展规划重新规定,规定1990年将达到5%,其他一些国家也计划使冷弯型钢产量增加,国外冷弯型钢产量约1000万吨每年,占世界钢材总量的3%。2).研究工作正在深入,国外对辊式冷弯成型理论、成型工艺和成型设备的研究工作正在深入进行,对冷弯型钢实际应用的研究工作也取得了一系列进展。例如前苏联和美国已经用电子计算机来研究冷弯成型中的力能参数,探讨耗能最低的变形方法。3).新工艺不断出现,辊式冷弯成型工艺自1910年美国研究成功以来,经过几十年的改进和完善,成型工艺日趋成熟。随着冷弯型钢在实际应用上的技术经济效果日益为人们所认识,冷弯型钢被广泛应用于国民经济各个领域。用户对冷弯型钢的质量要求越来越严格,要求品种规格多样化,这样就促使辊弯成型工艺不断改进以适应于用户要求,国外在发展辊弯成型工艺与研制的相应设备中,采用了带插入式的立辊成型机,成型辊集中调节的成型机组简称CTA机组(Central Tool Adjustment),直缘成型机组。4)产品品种不断增加,产品结构不断更新。随着冷弯型钢生产的发展和应用范围的扩大,冷弯型钢的品种不断增加,产品结构不断更新,产品标准逐步完善。随着新工艺的不断出现,坯料材质和规格范围日益扩大,国外生产的冷弯型钢品种规格已有一万多个,其中冷弯型钢的规格范围为:坯料展开宽度10mm一2500mm,厚度0.1mm~32mm。从冷弯型钢的材质来看,本世纪七十年代以前主要是普碳钢,越占90%;七十年代以来,通过实际应用的技术经济比较,推广采用高强度低合金钢、合金钢和不锈钢,使普碳钢产品所占的比重逐年下降,合金钢、高强度低合金钢和不锈钢产品所占的比重逐年上升。

很多人都觉得淄博冷弯设备生产线冷弯设备的使用寿命短是厂商的问题,其实也不全是我们的问题。还有一个主要的原因就是因为很多用户不懂的怎么保养冷弯设备,下面就教一下大家怎么给冷弯设备生产线销售冷弯设备做日常保养。齿轮传动箱及内部机件因为经常运转损坏的可能性比较大,出现松动的可能性更大。当这些部位出现噪音后,可先对此进行润滑,然后根据振动情况,检查系统之间的的注油点的吐油量和压力测试,进行适当的调整。滑块与导轨之间的摩擦较为频繁,应做必要的调整较正,检查接头部位的润滑优质及管路等,保证良好的运转。经常对平衡气缸动作状况及其机油润滑系统油路,接头等测试检查。

淄博冷弯设备生产线冷弯设备是生产仓储货架、电器开关柜、防盗门框等金属零部件中较为常见的设备类型,购买时需要注意哪些问题呢?其实采购过程中最重要的就是验收,设备的质量是否良好主要是看后期的验收过程中是否存在着一些问题。广大的采购者可能在最初采购冷弯设备的时候不是十分了解其验收方法,其实想要做到这些也不是十分的困难,只要是掌握了一定的技巧,最终都是能够做好验收这项工作的。在验收冷弯设备生产线销售冷弯设备的过程中要做好一些基本的事情,譬如设备的外观就是极为值得重视的,外观倘若说是有毛刺或者说是有着一些明显的划痕就不建议选择,由于这样的设备可能就是存在着一定的质量问题,故而在选择的时候需要特别的注意这一点。第二来说,在采购冷弯设备的验收过程中要针对产品的尺寸做详细的测量,倘若说是一次性采购的产品较多,必要的抽样调查还是十分重要的,只有是将验收工作做好,也才是可以收获良好的冷弯设备。

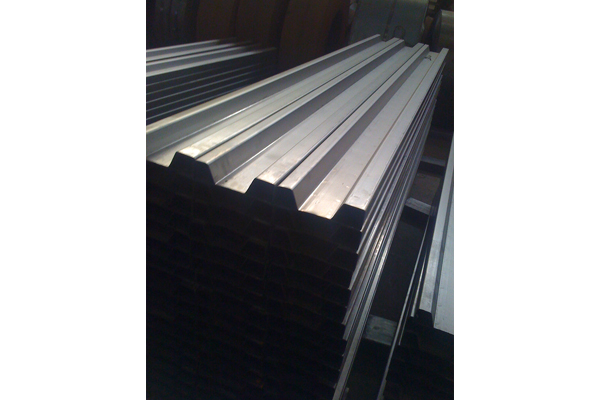
淄博冷弯设备生产线冷弯成型机设备的核心部分---轧辊。是冷弯成型的灵魂,轧辊的设计是极其重要的,轧辊的设计特点如下:冷弯成型设备各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。冷弯成型机设备的轧辊采用材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。轨道圆弧部位是滑轨核心部位,前几道冷弯设备生产线销售压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。
公司地址 :潍坊市潍城区军埠口综合项目区工业三路与长清街交叉口西北角20米路西
公司邮箱 :1217298729@qq.com
公司电话 :15853605862



